齿轮, 根据各自的用途, 分别使用黑色金属、有色金属及工程塑料等制作。材料的种类、热处理手段等的不同, 齿轮的强度也不同。
9.1 齿轮用一般材料
齿轮使用的一般材料及其机械性能、特征等列于表9.1。
表9.1 齿轮用一般材料| 材料分类 | JIS 材料牌号 |
抗拉强度 N/mm2 |
延伸率% 以上 |
断面收缩率% 以上 |
硬度 HB |
特征·热处理及用途例等 |
|---|---|---|---|---|---|---|
| 机械结构用碳素钢 | S15CK | 490 以上 | 20 | 50 | 143 - 235 | 低碳钢。通过渗碳热处理得到高硬度。 |
| S45C | 690 以上 | 17 | 45 | 201 - 269 | 最为普通的中碳钢。调质/ 高频淬火。 | |
| 机械结构用合金钢 | SCM435 | 930 以上 | 15 | 50 | 269 - 331 | 中碳合金钢(含碳量C0.3 - 07%)。 调质及高频淬火。 高强度(抗弯强度/ 齿面强度)。 |
| SCM440 | 980 以上 | 12 | 45 | 285 - 352 | ||
| SNCM439 | 980 以上 | 16 | 45 | 293 - 352 | ||
| SCr415 | 780 以上 | 15 | 40 | 217 - 302 |
低碳合金钢(含碳量C0.3%以下)。 表面硬化处理(渗碳、氮化、渗碳氮化等)。 高强度(抗弯强度大/ 齿面强度大)。 适合使用于除蜗轮外的各种齿轮。 |
|
| SCM415 | 830 以上 | 16 | 40 | 235 - 321 | ||
| SNC815 | 980 以上 | 12 | 45 | 285 - 388 | ||
| SNCM220 | 830 以上 | 17 | 40 | 248 - 341 | ||
| SNCM420 | 980 以上 | 15 | 40 | 293 - 375 | ||
| 一般结构用压延钢材 | SS400 | 400 以上 | ― | ― | ― | 低强度/ 廉价。 |
| 灰铸铁 | FC200 | 200 以上 | ― | ― | 223 以下 | 与钢材相比强度低。适合大批量齿轮生产。 |
| 球墨铸铁 | FCD500-7 | 500 以上 | 7 | ― | 150 - 230 | 高强度球墨铸铁。大型铸造齿轮。 |
| 不锈钢 | SUS303 | 520 以上 | 40 | 50 | 187 以下 | 比SUS304 的切削性、抗磨损性能高。 |
| SUS304 | 520 以上 | 40 | 60 | 187 以下 | 使用最为广泛的不锈钢。适合于食品机械等。 | |
| SUS316 | 520 以上 | 40 | 60 | 187 以下 | 在海洋环境中比SUS304 有更高的防腐性能。 | |
| SUS420J2 | 540 以上 | 12 | 40 | 217 以上 | 可以淬火热处理的马氏体不锈钢。 | |
| SUS440C | ― | ― | ― | 58HRC 以上 | 提高淬火得到最高硬度。齿面强度高。 | |
| 有色金属 | C3604 | 335 | ― | ― | 80HV 以上 | 快削黄铜。各种小型齿轮。 |
| CAC502 | 295 | 10 | ― | 80 以上 | 铸造磷青铜。最适合于制造蜗轮。 | |
| CAC702 | 540 | 15 | ― | 120 以上 | 铸造铝青铜。蜗轮等。 | |
| 工程塑料 | MC901 | 96 | ― | ― | 120HRR | 机械加工齿轮。轻量。不生锈。 |
| MC602ST | 96 | ― | ― | 120HRR | ||
| M90 | 62 | ― | ― | 80 HRR | 注塑成型齿轮。低价大量生产。轻负荷用。 |
9.2 具有代表性的齿轮热处理方法
热处理是为了得到所需的金相组织及性能对金属材料做加热和冷却处理的过程。特别是随冷却方式不同,可以得到各种不同的组织及性能。热处理大致可以分为正火、退火、淬火、回火、表面硬化等几种。有效的利用热处理, 可以充分发挥钢材的潜在性能。
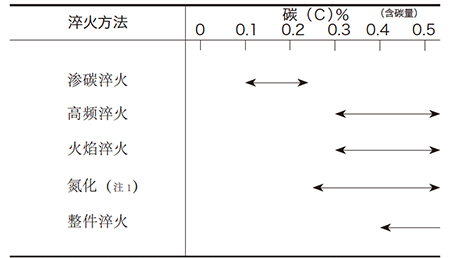
通过对钢材实行各种热处理, 使钢材变硬, 齿轮的强度得以提高。特别是齿面强度, 会得到大幅度提高。根据钢材所含的碳素量不同, 淬火方法如表9.2 所示而变化。
(1)正火 normalizing
正火是为了细化钢材晶粒, 均匀内部组织的热处理方法。正火处理的目的是消除机械加工时产生的内应力及压延等塑性加工时产生的纤维组织。
(2)退火 annealing
退火是为了软化钢材、调整结晶组织、去除内部应力、改善冷轧加工及切削性的热处理方法。根据使用目的,退火细分为完全退火、球化退火、去应力退火、中间退火等。
- (1) 去应力退火
- 不改变金属组织, 消除金属内部应力的退火处理。
- (2) 矫直退火
- 为了除去钢材的翘曲等变形, 对钢材一边加载一边进行退火的处理。
- (3) 工序间退火
- 为了使下道工序的加工容易进行, 冷轧工序的途 中对变硬的材料做软化处理的退火加工。
(3)淬火 quenching
淬火是钢材经高温加热后快速冷却处理的加工。提高钢材硬度及强度。根据冷却条件分为水淬、油淬、真
空淬火等。
淬火后的材料必须经过回火处理。
(4)回火 tempering
回火是钢件淬硬后再度加热到某一温度, 然后以适 当的速度冷却的热处理。
淬火后的材料必须经过回火处理。
回火处理的主要目的是调整材料硬度、提高韧性及
消除内部应力。
根据回火温度的不同, 回火可分为低温回火和高温回火。回火温度越高, 材料的硬度降低, 韧性增强。
调质处理加工采用高温回火。
高频淬火、渗碳淬火等表面硬化处理后的回火处理
为低温回火。
(5)调质
调质是淬火与回火(高温)处理相结合、调整钢的硬度/ 强度/ 韧性的热处理。调质处理后的材料硬度为一般机械加工范围的硬度。
一般调质硬度如下所示。
S45C(机械结构用碳素钢) 200 - 270 HB
SCM440(机械结构用合金钢) 230 - 270 HB
(6)渗碳淬火
渗碳淬火是在低碳钢的表面渗入碳素后淬火处理的热处理。渗入碳素的表层得到高硬度。淬火后经低温回火, 调整硬度。
材料经渗碳淬火后, 心部硬度也会有一定的提高, 但达不到表面的程度。
如果在材料的一部分涂抹防渗碳剂, 可以防止碳素的渗入, 达到防止这个部分硬度变高的目的。
表面硬度及硬化层深度大致如下。
- ● 淬火硬度
- 55 - 63HRC(参考)
- ● 有效硬化层深度
- 0.3 - 1.2 mm(参考)
要想提高齿轮精度, 必须对齿轮做磨削加工。
(7)高频淬火
高频淬火是将含碳量在0.30%以上的钢材通过感应加热, 使材料表面变硬的淬火热处理。经过高频淬火的齿轮, 其齿面及齿顶可以得到高硬度。但是, 齿根部有得不到硬化的可能性。
由于高频淬火产生形变, 所以一般情况下齿轮精度下降。
S45C 钢制产品的高频淬火硬度及硬化层深度请参考如下。
- ● 淬火硬度
- 50 - 60 HRC
- ● 有效硬化层深さ
- 1 - 2 mm
(8)火焰淬火
热源为明火的表面热处理。主要在钢铁的任意表面或某一部分需要淬火时使用。
(9)氮化
将氮素扩散渗入钢材表面使钢材表面得以硬化的热处理方法。含有铝、铬、钼的钢材容易通过氮化处理提高硬度。具有代表性的氮化钢是SACM645(铝钼钢)。
(10)整件淬火
整件经过加热、速冷的淬火热处理。材料的表面与芯部达到相同的硬度。