什么是蜗轮蜗杆?

蜗轮蜗杆,作为小巧却能获得大速比的齿轮,通常被运用在减速装置上。另外,根据齿轮轴的安装位置来分类的话,蜗轮蜗杆和交错轴斜齿轮都属于交错轴一类。在圆柱状材料上切有螺纹的齿轮叫做蜗杆,与之成90度轴角啮合的齿轮叫做蜗轮,两者配对使用时则被称为蜗杆副。蜗轮蜗杆的应用历史悠久,据阿基米德的记述,在公元前250年前后就已存在。
蜗轮蜗杆大概分为两类。
一种是圆柱形的蜗杆和与之啮合的蜗轮即圆柱形蜗杆副。另一种是鼓形蜗杆和与之啮合的蜗轮即鼓形蜗杆副。
蜗轮蜗杆体积比直齿轮(圆柱齿轮/直齿轮)小巧,且能获得较大减速比,所以更适用于狭小空间。减速比由蜗杆齿的条数和蜗轮的齿数决定。KHK标准品中蜗轮蜗杆的最大减速比为1/120。
蜗轮蜗杆有着噪音小、振动小等优点。由于动力传达是通过摩擦接触,蜗轮蜗杆也有着容易发热且传动效率不高等缺点。
(圆柱蜗杆副的传动效率一般为30-90%。)
为了抑制和减少磨损,蜗杆一般使用比蜗轮更硬的材料制作。KHK标准齿轮的蜗杆一般使用机械结构专用的碳素钢(S45C),合金钢(SCM440)和不锈钢等,蜗轮则使用铸铁(FC200),磷青铜,铝青铜和工程塑料MC尼龙等。
一般蜗杆的左右齿面导程相同,但是也有通过改变导程制作而成的蜗杆,这种蜗杆被称为双导程蜗杆。使用这种双导程蜗轮蜗杆的时候,可以用楔子改变蜗杆的轴向位置,从而使蜗轮蜗杆的齿间隙得到调整。另外,当齿有了一定磨损之后,也可以通过这种方法重新调整齿间距,这种做法的好处是可以避免重新调整蜗轮蜗杆的组装距离,减少维修时间。
使用蜗轮蜗杆时,一般把蜗杆当做驱动方,蜗轮当做被驱动方。但是,当蜗杆的导程角较小时,有时会发生从蜗轮无法驱动蜗杆的情况。这种情况被称为自锁,有防止逆转的效果。但是这种自锁功能并不是绝对的,想要达到绝对的防止逆转功能时则需要与其他方式的防逆转装置并用。
蜗轮蜗杆一般使用在比如减速机、升降机、工业机械、滑轮、钓具、汽车的转向系统等机构。
蜗轮蜗杆的应用行业举例
半导体制造设备
机器人
人形机器人
医疗器械
机床
食品加工机器
工业自动化





KWGDL / KWGDLS
双导程蜗杆
模数 : 1.5 – 6
头数 : 1
材料 : SCM440
热处理 : 调质,齿面高频淬火
齿面加工 : 磨削
齿轮精度 注2 : KHK W001 1
经过调质、齿面淬火磨削的双导程蜗杆,精度、强度、耐磨性优良,齿部以外可以进行追加工。蜗杆在轴方向移动可以获得任意的侧隙。
匹配蜗轮 :
AGDL

AGDL
双导程蜗轮
模数 : 1.5 – 6
减速比 : 20 - 60
材料 : CAC702(AlBC2) (详细内容请参考PDF文件)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 1
铝青铜双导程蜗轮,精度优良,兼顾追加工性和耐磨性的产品。与KWGDL 或KWGDLS组合使用。
匹配蜗杆 :
KWGDL, KWGDLS

KWG
磨齿蜗杆轴
模数 : 0.5 – 6
头数 : 1 – 2
材料 : SCM440
热处理 : 调质,齿面高频淬火
齿面加工 : 磨削
齿轮精度 注2 : KHK W001 2
经过调质、齿面淬火磨削的带轴蜗杆,精度、强度、耐磨性优良,齿部以外可以进行追加工。
匹配蜗轮 :
AG 模数 0.5-1.5,AGF
.jpg)
AG 注1
蜗轮
模数 : 0.5 – 1.5
减速比 : 10 - 60
材料 : CAC702(AlBC2)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 2(详细内容请参考PDF文件)
匹配蜗杆 :
KWG

AGF 注1
蜗轮
模数 : 2 – 6
减速比 : 10 - 60
材料 : CAC702(AlBC2) (详细内容请参考PDF文件)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 2
铝青铜蜗轮,兼顾追加工性和耐磨性的产品。与KWG 组合使用。
匹配蜗杆 :
KWG

SWG
磨齿蜗杆
模数 : 1 – 6
头数 : 1 – 2
材料 : S45C
热处理 : 齿面高频淬火
齿面加工 : 磨削
齿轮精度 注2 : KHK W001 2(详细内容请参考PDF文件)
经过齿面淬火磨削的蜗杆,兼顾精度、耐磨性和成本的产品。齿部以外可以进行追加工。
匹配蜗轮 :
AG

AG 注1
蜗轮
模数 : 1 – 6
减速比 : 10 - 60
材料 : CAC702(AlBC2) (详细内容请参考PDF文件)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 2(详细内容请参考PDF文件)
铝青铜蜗轮,兼顾追加工性和耐磨性的产品。与SWG 组合使用。
匹配蜗杆 :
SWG

SW
蜗杆
模数 : 0.5 – 10
头数 : 1 – 2
材料 : S45C
热处理 : -
齿面加工 : 切削 (滚压)
齿轮精度 注2 : KHK W001 4(详细内容请参考PDF文件)
价格低,产品阵容丰富,使用方便。
匹配蜗轮 :
BG, CG, PG, DG

BG
蜗轮
模数 : 0.5 – 6
减速比 : 10 - 60
材料 : CAC502(PBC2)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 4(详细内容请参考PDF文件)
耐磨性能优异的磷青铜蜗轮。与SW、SUW组合使用。
匹配蜗杆 :
SW, SUW

CG
蜗轮
模数 : 1 – 10
减速比 : 10 - 120
材料 : FC200 (详细内容请参考PDF文件)
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W002 4(详细内容请参考PDF文件)
铸铁蜗轮,价格低,适合轻负荷用途。与SW、SUW 组合使用。
匹配蜗杆 :
SW, SUW

SUW
不锈钢蜗杆
模数 : 0.5 – 3
头数 : 1 – 2
材料 : SUS303
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : KHK W001 4(详细内容请参考PDF文件)
不锈钢材质的高防锈性蜗杆。
匹配蜗轮 :
BG, CG, PG, DG

PG
蜗轮
模数 : 0.5 - 3
减速比 : 10 - 60
材料 : MC901
热处理 : -
齿面加工 : 切削
齿轮精度 注2 : 相当于KHK W002 5
MC 尼龙制蜗轮。可在无润滑状态下使用。与SW、SUW 组合使用。
匹配蜗杆 :
SW, SUW
[注1] AGF、AG 蜗轮的轮毂材料是FC200。AG 蜗轮主要是与SWG 蜗杆配套。但是,模数1.5 以下时,也可与KWG 蜗杆互换使用。
[注2] KHK 标准蜗轮蜗杆的齿轮精度是基于KHK 规格进行质量管理。详细内容请参考396 页选用注意事项中的“蜗轮蜗杆的精度”
蜗轮蜗杆组合表
点击下图可以在大图上确认KHK标准蜗轮蜗杆的组合。

蜗杆的头数
蜗杆的头数即蜗杆的齿数,或者说条数。
蜗轮蜗杆的传动比是蜗轮的齿数与蜗杆齿数比。
当蜗杆头数为1,蜗杆轴旋转一周时,与它配对使用的蜗轮只能旋转一个齿的距离。当蜗杆头数为2,蜗杆旋转一周时,与它配对使用的蜗轮则只能旋转两个齿的距离。由此可以看出,仅用一对蜗轮蜗杆副就可以实现大减速比的目的。另外,2头以上的蜗杆一般被称为多头蜗杆。
下面图片中上面的图片是KHK标准蜗杆SW2-R1,下面的图片是是SW2-R2。SW2-R1的头数为1,如图红线所示;与其不同的是SW2-R2的头数为2,如图中的红线和蓝线所示。由此可见,两者的导程角不同。
SW-R1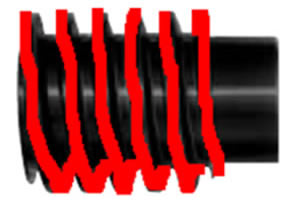
SW-R2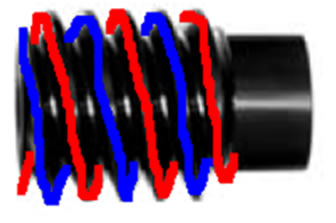
如果蜗杆的头数不同的话,与之啮合的蜗轮也应该不同。比如,KHK标准齿轮的蜗轮蜗杆当中,双头的SW2-R2不能与单头的CG2-50R1蜗轮配合使用。另外,作为蜗轮蜗杆副,通常有左旋和右旋的两种,右旋蜗杆和左旋蜗轮不能配合使用。
顺便说一下,下面的单头组合的蜗轮蜗杆减速比为50,如果是双头组合的话减速比则为25。

